Lactic acid (2-hydroxypropanoic acid) was discovered and isolated in 1780 by the Swedish chemist Scheele in sour milk. It was first commercially produced in USA in 1881. Its early utilization was in the leather and textile industries. Lactic acid is widely used in the food industry as an acidulant, preservative, precursor for stearoyl-2-lactylates. Perhaps its greatest industrial potential is for biodegradable polymers such as polylactic acid. Lactic acid can be produced by chemical synthesis or by fermentation. Our research program on lactic acid began in the early 1980s and focused on two major areas:
- Bioreactor design to improve productivity of the fermentation
- Downstream processing to recover lactic acid
BIOREACTOR DESIGN
Based on past success with enzyme-based membrane bioreactors, we started work in 1983 on continuous production of lactic acid. The continuous membrane bioreactor (CMB) was a CSTR (continuous stirred tank reactor) coupled in a semi closed loop configuration to a membrane module, as shown in the diagram below.

Synthetic semi-permeable membranes are used to separate and recycle the lactic acid bacteria, while simultaneously removing the lactate as it is formed. This has several advantages over batch fermenters:
- The continuous separation and recovery of the bacterial cells will reduce cycle time of the fermenters, since there will be little or no time lost due to start-up and shut down as in present batch fermenters.
- Recycle of the cells will allow much higher cell densities than currently practiced. Laboratory studies have shown a 100-fold increase in cell numbers in the CMB during operation. The high concentration allows us to pump the feedstock through the fermenters much faster.
- "Cell wash-out" is eliminated, thereby allowing operation at dilution rates greater than the specific growth rate of the organism.
- The continuous removal of lactate allows the fermenter to be maintained at just below the lactate level which inactivates the cells. Thus the cells are always viable and producing lactate.
The graph illustrates the improvements to be expected with membrane-based fermenters. In laboratory trials, productivities 10-20 times higher than batch fermenters have been obtained. However, there is an inverse relationship between productivity and product concentration.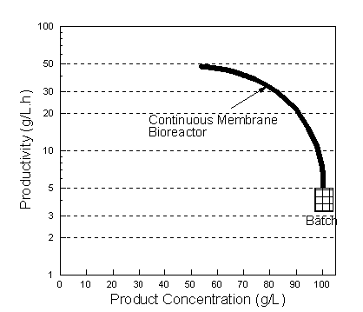 Other benefits have been observed:
Other benefits have been observed:
- The membrane bioreactors are flexible, allowing a range of outputs that can be matched to the demands of upstream and downstream operations
- The product stream from the fermenter is clear, containing no suspended matter. This will improve the subsequent recovery and purification process, with a further reduction in cost.
- The membrane units are available in modular systems, making expansion easy
- Due to the high productivity, floor space requirements for the membrane bioreactor system are lower than conventional batch fermenters.
Another configuration we investigated was the hollow fiber (or ceramic membrane) bioreactor, which was operated in a quasi plug flow mode as shown below. The CSTR-membrane configuration is preferred since it is a well-mixed system that allows us to efficiently neutralize the fermentation broth with the appropriate alkali (usually ammonium or sodium hydroxide).

DOWNSTREAM PROCESSING
Lactic acid can be separated and substantially purified from fermentation broths by several membrane-based unit operations as shown in the diagram below:

Several membrane operations are incorporated in this scheme:
- Microfiltration or ultrafiltration for cell separation and recycle
- Nanofiltration for separation of the lactic acid from other broth components using low rejection (LR) membranes
- Concentrating the lactate using reverse osmosis (RO) or a combination of high rejection (HR) and low rejection (LR) nanofiltration membranes
- Electrodialysis (ED) for simultaneous separation and concentration of lactate. A conventional anion-/cation-exchange membrane ED system will purify and concentrate the lactate, but the lactate product will still be in the salt form (if the salt form was produced in the fermentation). On the other hand, a bipolar membrane ED system will result in the acid form of lactic acid and allow the recycle of the alkali used for neutralizing the fermentation broth. This minimizes alkali cost, as well as eliminating the waste product (e.g., calcium sulfate) generated in conventional downstream processes for organic acids.
 Publications on this topic
Publications on this topic